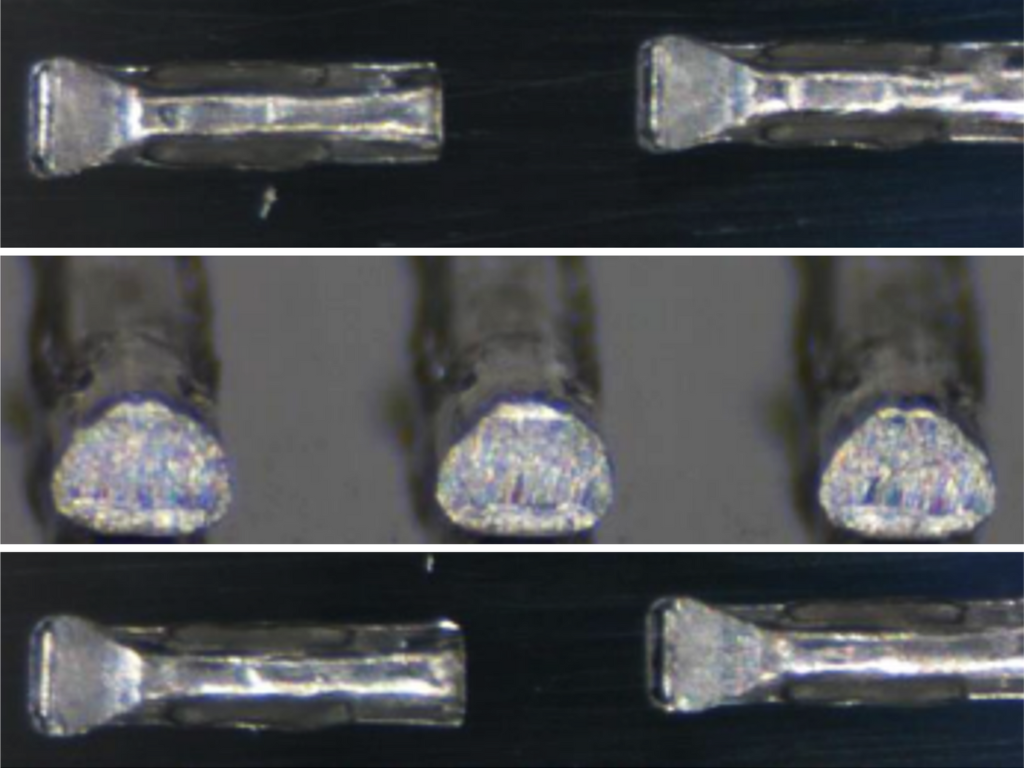
锋利且经过精密调校的刀刃可确保断丝整洁,直接为稳定的键合成型提供支持。通过保持精确的线尾长度,该切刀增强了每根焊线的一致性。这使得在严苛的粗线应用中能够获得可靠且可重复的结果。
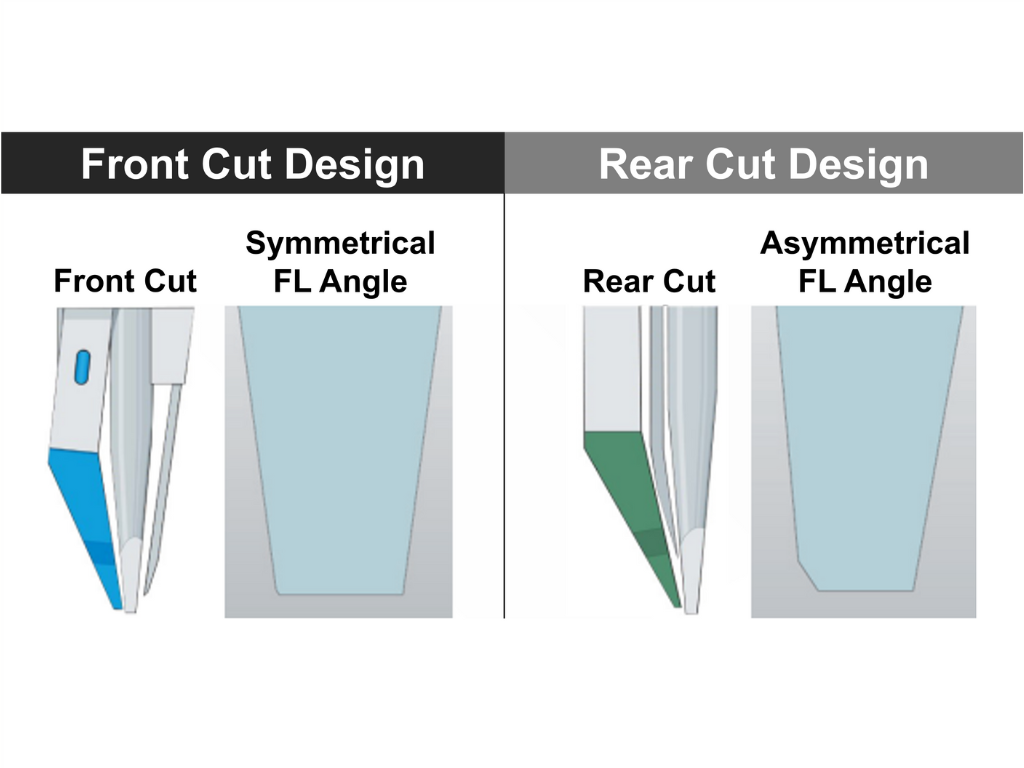
我们的标准切刀旨在处理广泛的线径范围,能够轻松适应多样化的生产需求。它与前切 及后切焊头的兼容性,确保了生产线的灵活性。这使其成为高产量键合环境中的可靠选择。
PowerRibbon® 切刀
在铝带键合过程中,切刀用于在折断剩余部分之前,先对铝带进行部分切断。
锋利的切刀是确保键合质量和尾丝控制的重要因素。
1 mil = 0.001 英寸 =25.4微米
01-25023-xx PowerRibbon® 切刀片,直型 (Straight)
PowerFusion 3600, 7100/7200/7600, M360R
备注: 本产品推荐用于绝大多数应用场景。
若您的应用需要更短的铝带尾丝,请参阅零件号:01-25028。
此类切刀现已取代 01-25020-1x 系列铝带切刀。
|
井号 # |
起始(FROM)铝带宽度 [微米] |
至(TO)铝带宽度 [微米] |
|
-08 |
0 |
260 |
|
-09 |
260 |
510 |
|
-10 |
510 |
770 |
|
-11 |
770 |
1020 |
|
-12 |
1020 |
1530 |
|
-13 |
1530 |
2040 |
|
-14 |
2040 |
2540 |
01-25023 的涂层版本。在特定应用场景下,能提供更长的使用寿命。
|
井号 #
|
起始(FROM)铝带宽度 [微米] |
至(TO)铝带宽度 [微米] |
|
-28 |
0 |
260 |
|
-29 |
260 |
510 |
|
-30 |
510 |
770 |
|
-31 |
770 |
1020 |
|
-32 |
1020 |
1530 |
|
-33 |
1530 |
2040 |
|
-34 |
2040 |
2540 |
01-25028-xx PowerRibbon® 切刀片,直型
PowerFusion 3600, 7100/7200/7600, M360R
备注: 若您的工艺要求铝带尾丝度短于 01-25023 所产生的长度,请选用此系列。
适用于铝带、铜带和铝包铜带 (AI/Cu)。
|
井号 # |
起始(FROM)铝带宽度 [微米] |
至(TO)铝带宽度 [微米] |
|
-12 |
1020 |
1530 |
|
-13 |
1530 |
2040 |
01-25028 的涂层版本。在特定应用场景下,能提供更长的使用寿命。
|
井号 # |
起始(FROM)铝带宽度 [微米] |
至(TO)铝带宽度 [微米] |
|
-32 |
1020 |
1530 |
|
-33 |
1530 |
2040 |
金属线切刀
切刀用于在折断剩余部分的金属线之前,对金属线进行部分切断。细线键合工艺不需要切断金属线。
锋利的切刀是确保键合质量和线尾控制的重要因素。
1 (mil) = 0.001 英寸 = 25.4 微米
01-25020-0x 短款低成本切刀片,前切式
PowerFusion 3600, 7100/7200/7600, M360C
备注:M360C:此切刀取代了 177105,且需要配合两体式切刀座 177405 使用。
|
井号 # |
起始(FROM) 线径 [mil] |
至(TO)线径 [mil] |
|
-01 |
4 |
10 |
|
-02 |
10 |
20 |
172340-xx 切刀片,标准长度
PowerFusion 3600, 7100/7200/7600, M360C
备注:适用于标准长度键合工具的后切式焊头。
M360C: 也适用于标准长度键合工具的前切式焊头。此切刀取代了 168054。
|
井号 # |
起始(FROM) 线径 [mil] |
至(TO)线径 [mil] |
|
-1 |
4 |
12 |
|
-2 |
10 |
20 |
|
-3 |
20 |
25 |
172340 的涂层版本。在特定应用场景下,能提供更长的使用寿命。
|
井号 # |
起始(FROM) 线径 [mil] |
至(TO)线径 [mil] |
|
-11 |
4 |
12 |
|
-12 |
10 |
20 |
|
-13 |
20 |
25 |
172864-x 切刀片,后切式,加长型
3500, M360C
备注:适用于 3 英寸至 4 英寸键合工具的后切式焊头。
此切刀取代了 168084。
|
井号 # |
起始(FROM) 线径 [mil] |
至(TO)线径 [mil] |
|
-1 |
4 |
12 |
|
-2 |
10 |
20 |